智能制造:真空爐紅外熱像控制系統(tǒng)PYROVAC
規(guī)格:PYROVACF
單位:
瀏覽次數(shù):7021
性能標(biāo)簽:
智能制造:真空爐紅外熱像控制系統(tǒng)PYROVAC, 智能制造:真空爐紅外熱像控制系統(tǒng)PYROVAC
產(chǎn)品詳細(xì)描述
真空爐可視化全自動紅外熱像控制系統(tǒng)
目前真空爐大多使用熱電偶檢測爐內(nèi)氣氛溫度,但并不能檢測到被加熱的材料的溫度。即使是將熱電偶
盡量靠近物料,但一方面以為真空爐加熱元件暴露出來導(dǎo)致的輻射熱導(dǎo)致熱電偶溫度顯著上升,此外熱
電偶從物料傳輸出來的溫度是一個漸漸傳輸?shù)倪^程,熱電偶的溫度都不能直接獲得物料上直接的溫度,
和實(shí)際溫度都有相應(yīng)的誤差,要一直等到保溫結(jié)束,熱電偶的溫度和實(shí)際溫度才接近。
其次,這種熱電偶經(jīng)常會折斷或損壞,使得熱電偶消耗量比較多,增加了很多成本。
其三,由于真空爐內(nèi)是完全密封的,整個加熱過程是無法觀察到的。
其四,在物料為不規(guī)則或異形時,需要增加很多熱電偶來檢測爐內(nèi)溫度。
所以真空爐加熱過程的可視化、準(zhǔn)確測量異形材料各處的溫度,對真空爐加熱具有非常重要的意義。
二年前,上海皇龍自動化工程有限公司和一家外資公司,早期投入將近人民幣二千余萬元,花費(fèi)了一年
半的時間,投入了無數(shù)人力物力,從研制專門的水冷套、吹掃器開始,在頭半年測試了一臺短波紅外熱
像儀,獲得了很多相關(guān)科技數(shù)據(jù),終于在2017年9月中旬將這種真空爐可視化全自動紅外熱像控制系統(tǒng)
研發(fā)成功并投入實(shí)際運(yùn)行。
真空爐可視化全自動紅外熱像控制系統(tǒng)
德國DIAS真空爐可視化紅外熱像控制系統(tǒng)PYROVAC,采用了短波紅外熱像儀PYROVIEW 320N
compact+ (250~1200°C)和WAGO PLC,已經(jīng)成應(yīng)用。
每個真空爐應(yīng)用采用了如下的系統(tǒng)配置:
1、2~6套 x 短波紅外熱像儀 PYROVIEW 320N compact+
每套紅外熱像儀放置的位置要根據(jù)真空爐的需要設(shè)定;每套紅外熱像儀測量物料的不同側(cè)面,每個
紅外熱像儀設(shè)置被測物料的最高溫度、最小溫度、平均溫度、偏差溫度、溫度上限、溫度下限、上限
報警、下限報警、熱像儀啟動或停止觸發(fā)等PLC需要的AI、DI、DO信號,這些ROI(感興趣的區(qū)域)輸出
到WAGO PLC,或從WAGO PLC獲得信號。
合計:
1) 模擬量溫度信號共計28個(AI00~AI27)
2) 數(shù)字量信號(熱像儀觸發(fā)啟動/停止)6個(DI0~DI5)
3) 數(shù)字量報警信號共18個(DO00~DO17)
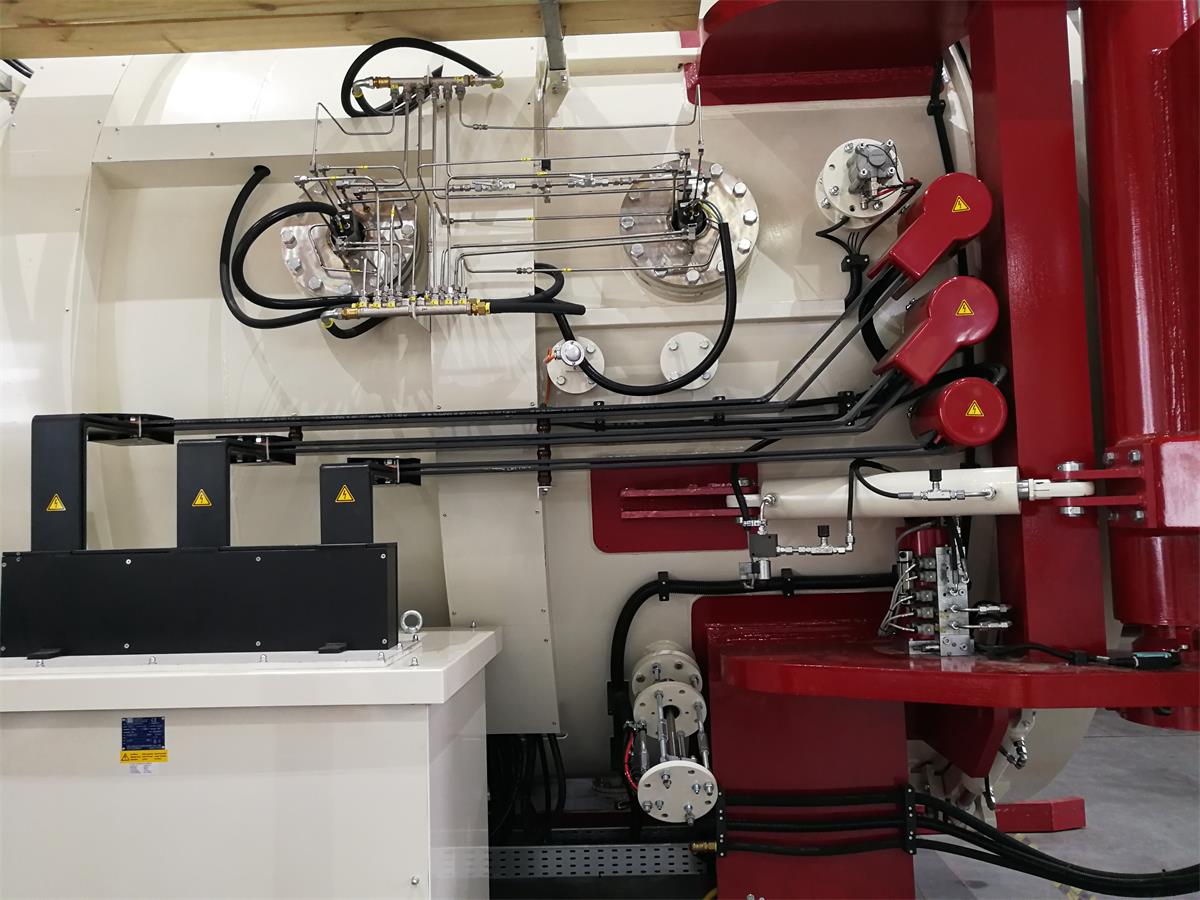
左側(cè)安裝的2臺紅外熱像儀PYROVIEW 320N
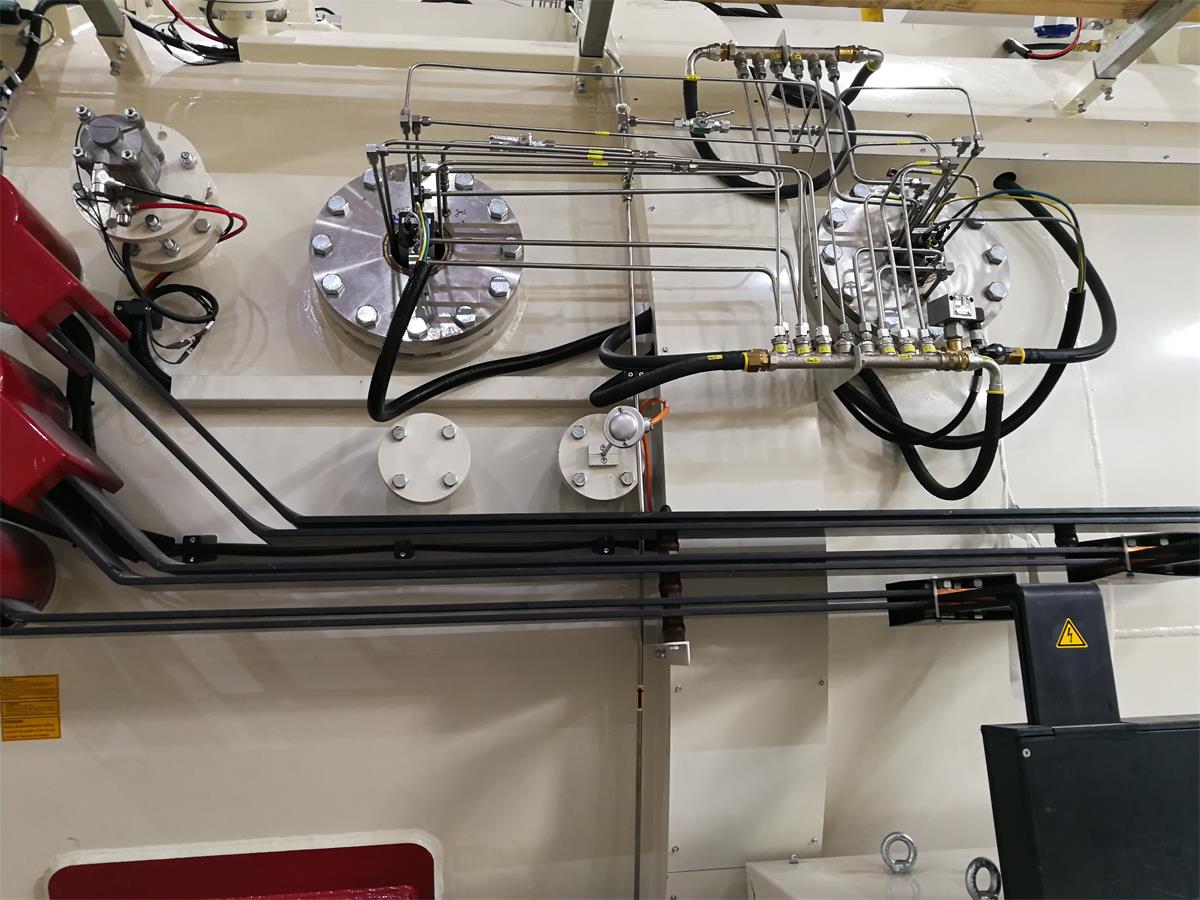
頂部安裝的2臺紅外熱像儀PYROVIEW 320N
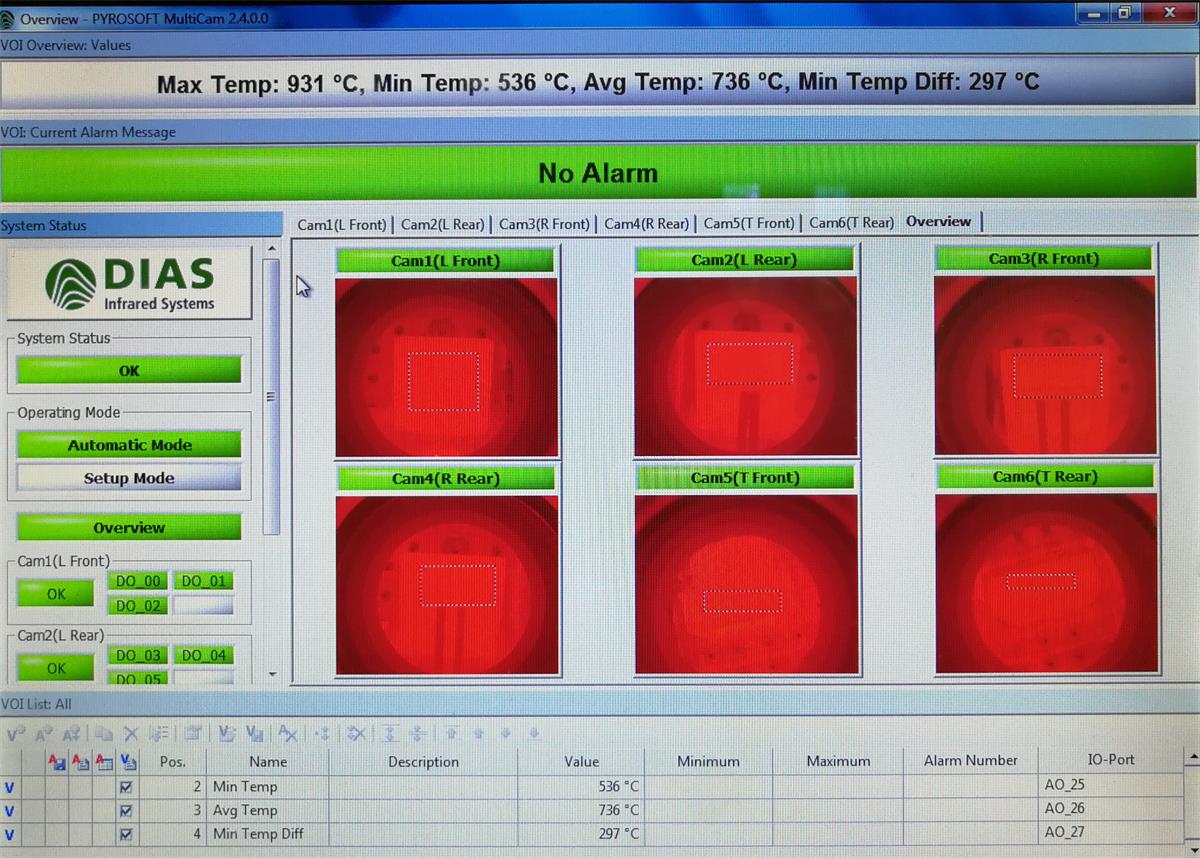
2、多套紅外熱像儀控制軟件:PYROSOFT MultiCam
采用了多套紅外熱像儀控制軟件PYROSOFT Multicam及其跟蹤軟件。從這個軟件可以看到,6臺紅外
熱像儀顯示的是物料的不同方向及其溫度和熱圖像。
3、PLC:WAGO PLC
接受6套紅外熱像儀的溫度、報警、觸發(fā)數(shù)據(jù)

未傳輸數(shù)據(jù)的PLC
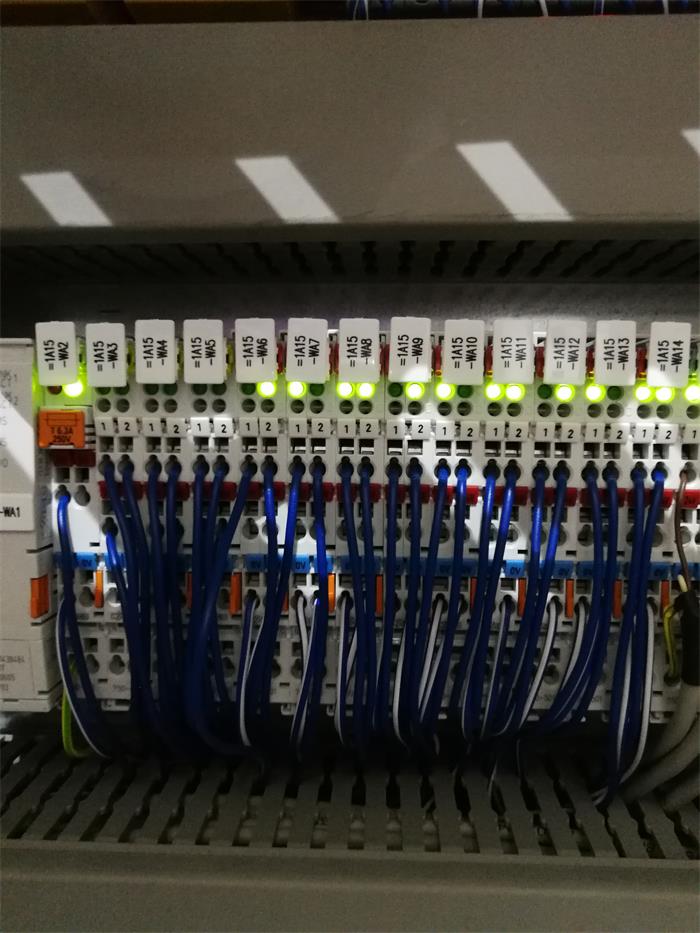
正在傳輸數(shù)據(jù)的真空爐紅外熱像系統(tǒng)PLC
4、儀表控制柜

儀表控制柜
智能制造用德國DIAS紅外熱像監(jiān)控系統(tǒng)
1、智能制造:紅外掃描熱像儀PYROLINE在太陽能電池生產(chǎn)中的應(yīng)用
2、智能制造:PYROINC320F燃燒室紅外熱像監(jiān)控系統(tǒng)
3、智能制造:PYROINC380LF燃燒室紅外熱像監(jiān)控系統(tǒng)
4、智能制造:PYROINC768N爐膛紅外熱像控制系統(tǒng)
5、智能制造:柔性管紅外熱像監(jiān)控系統(tǒng)PYROVIEW380L
6、智能制造:短波紅外熱像儀在連鑄自動控制中的應(yīng)用
8、智能制造:真空爐紅外熱像控制系統(tǒng)PYROVAC
歡迎關(guān)注我們微信公眾號KingDIAS
如需了解更多紅外產(chǎn)品及應(yīng)用,
請關(guān)注我們的微信公眾號KingDIAS,
或掃一掃二維碼:
本網(wǎng)站資料大多是準(zhǔn)確的,最新產(chǎn)品資料以產(chǎn)品說明書和操作手冊為準(zhǔn)。產(chǎn)品圖片可能與實(shí)際有差別,請以實(shí)物為準(zhǔn)。